Vid modern tillverkning är precision och effektivitet av yttersta vikt. Den ledande verktygstillverkaren ISCAR flyttar ständigt fram gränserna för vad som är möjligt. Detta gäller inte minst för företagets PCD- och CBN-verktyg. Verktyg i dessa avancerade material förändrar helt spelplanen för tillverkningsindustrin i och med de prestanda- och livslängds-fördelar som de ger.
Skär i polykristallin diamant (PCD) är kända för sin oöverträffade hårdhet och slitstyrka, vilket gör dem idealiska för bearbetning av icke-järnhaltiga metaller, kompositer och nötningsbenägna material. ISCAR:s PCD-verktyg är konstruerade för att ge hög precision och överlägsen ytjämnhet, vilket är avgörande i branscher som flyg-, fordons- och elektronikindustrin.
ISCAR:s PCD-verktyg erbjuder följande fördelar:
1. Ökad verktygslivslängd: Eftersom PCD är ett exceptionellt hårt material, förblir skäreggen vass betydligt längre, vilket minskar antalet verktygsbyten och därmed stilleståndstiderna.
2. Förbättrad ytjämnhet: Den finkorniga uppbyggnaden hos PCD ger överlägsen ytjämnhet, vilket är viktigt för komponenter i tekniskt avancerad utrustning där hög precision är avgörande.
3. Högre skärhastigheter: Med PCD-verktyg kan bearbetningen ske med högre skärhastigheter, vilket ger förbättrad produktivitet och kortare cykeltider.
Bland ISCAR:s innovationer inom PCD-verktyg finns specialiserade geometrier som förbättrar spånkontrollen och värmeavledningen, vilket ytterligare optimerar prestandan i krävande tillämpningar.
En annan hörnsten i ISCAR:s avancerade lösningar är skär av kubisk bornitrid, CBN. De är konstruerade för bearbetning av härdat stål, gjutjärn och superlegeringar. CBN är det material som är näst hårdast efter diamant, vilket gör det till ett idealiskt material för verktyg som måste måste hålla även vid extremt tuff bearbetning.
En viktig fördel med att använda CBN-skär är att man slipper den tidskrävande och kostsamma slipningen av härdade arbetsmaterial. Svarvning med CBN-skär minskar därför kostnaderna avsevärt per detalj jämfört med slipning. Snäva mått-toleranser är lättare att uppnå med svarvning än med slipning, något som är viktigt i exempelvis fordonsindustrin. Vid slipning är det dock lättare att uppnå god ytjämnhet. Konventionella hårdmetallskär slits mycket snabbare än CBN vid svarvning av hårda material, vilket gör att det är svårt att åstadkomma rätt mått på detaljen. CBN-svarvning har dessutom flera andra fördelar, som hög avverkningshastighet, torr bearbetning och snabba cykeltider vid både invändig och utvändig bearbetning.
Jämfört med PCD är CBN kemiskt passivt när det används för bearbetning av järnhaltiga material.
CBN finns inte i naturen, utan är ett syntetiskt material som framställs genom en process med hög temperatur under högt tryck. Den färdiga produkten består oftast av ett hårdmetallager och ett CBN-lager. CBN utvecklades som ett kostnadseffektivt alternativ till att finslipa härdade material (45–68 HRC). CBN används också för att bearbeta gjutjärn, eftersom det går att använda extremt höga skärhastigheter – över 1000 m/min. CBN-skär skapas genom att kubisk bornitrid (CBN) blandas med keramer som är hårda som diamant. Dessa material sintras tillsammans vid extremt högt tryck och hög temperatur.
CBN-verktygens viktigaste fördelar är:
1. Överlägsen hårdhet och styrka: CBN-verktyg tål höga temperaturer och behåller skärpan även vid bearbetning av hårda material, vilket är viktigt i branscher som fordons- och flygindustrin där hårdsvarvning är vanligt.
2. Ökad produktivitet: Eftersom CBN-verktyg håller bättre går det att använda högre matnings- och skärhastigheter och därmed öka produktionen per tidsenhet.
3. Minskat verktygsslitage: Motståndet mot termiskt och kemiskt slitage är exceptionellt mycket bättre hos CBN-verktyg än för konventionella hårdmetallverktyg, vilket innebär kostnadsbesparingar totalt sett.
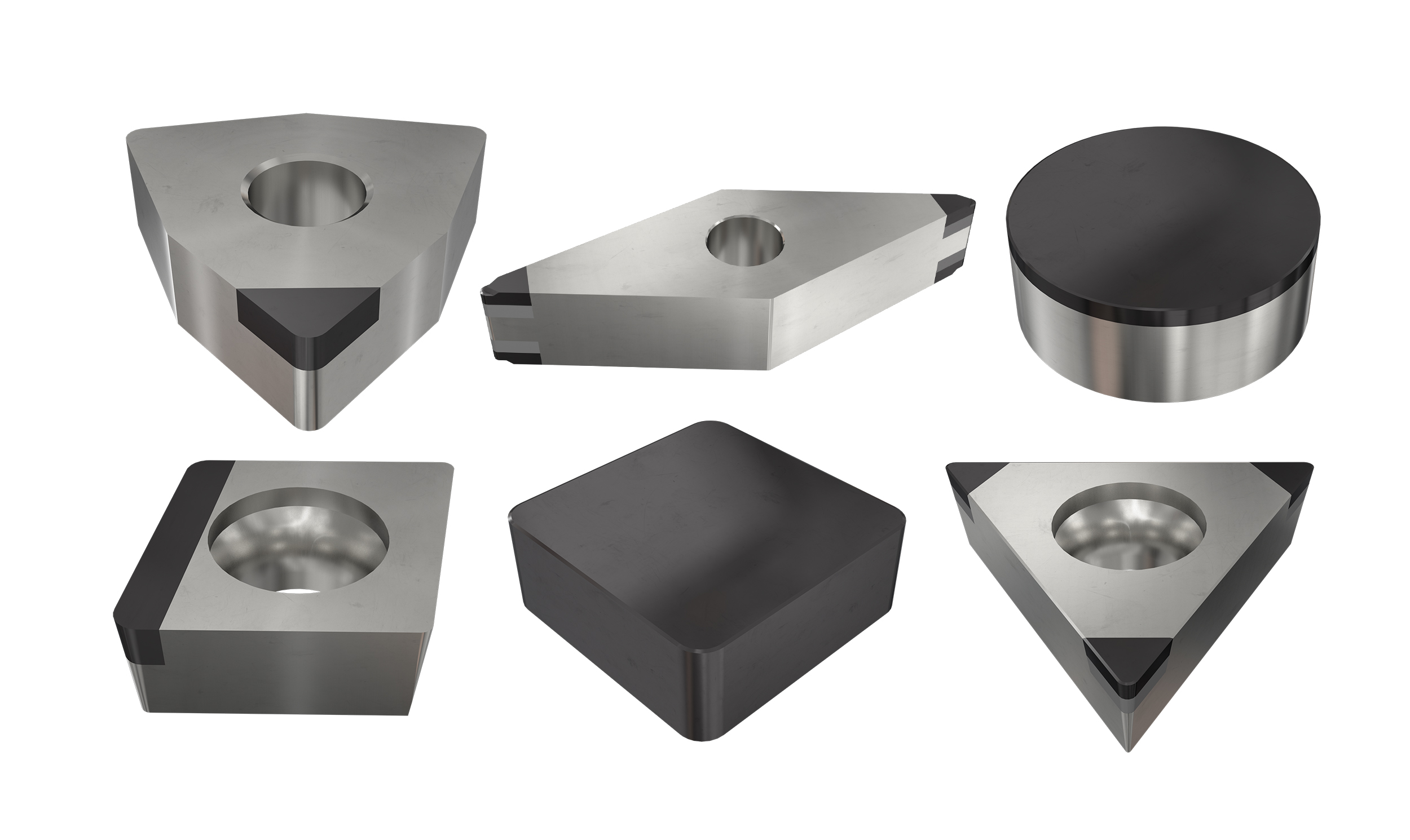
ISCAR har flera olika varianter av skär i sortimentet som har följande beteckningar:
• MT-skären har CBN på ett eller flera av hörnen: Dessa skär är konstruerade för att förbättra bearbetningseffektiviteten genom att varje skäregg utnyttjas maximalt. CBN-spetsen på dessa skär är mindre och ger bättre ekonomi. Det finns både enkelsidiga och dubbelsidiga skär i olika skärformer.
• CBN-skär med MM-, MF-, MR-spånbrytare: ISCAR erbjuder en rad olika skär av MT-typ med spånbrytargeometrier som är konstruerade för att fungera optimalt för varje specifikt tillämpningsområde och säkerställa perfekt spånkontroll vid hård bearbetning. Dessa spånbrytare ger en stabil och tillförlitlig produktionsprocess i och med att de effektivt förhindrar bildandet av långa spånor som kan ge skador på arbetsstycket. Skären av MF-typ passar för fin till medelgrov bearbetning, skären av MM-typ är idealiska för medelgrov bearbetning och skären av MR-typ är avsedda för grovbearbetning.
• L-skär med CBN längs hela skäreggen: För att maximera produktiviteten är dessa skärtyper försedda med CBN längs med skärets hela ena sida. Dessutom finns de i olika geometrier för att passa olika bearbetningsbehov. Skären ger ökad stabilitet, vilket förbättrar bearbetningsprestandan totalt sett.
• Skär av HS-typ med hel CBN-platta: Dessa skär har flera skäreggar med ett toppskikt av CBN på ett underlag av hårdmetall. Den höga hårdheten på CBN ger ett skär med utmärkt slitstyrka, stöttålighet, termisk stabilitet och kemisk stabilitet. Skäret är exceptionellt kostnadseffektivt med besparingar på 30–50% jämfört med vanliga hårdmetallskär. Den utmärkta ytkvaliteten möjliggör även svarvning istället för slipning. Det hårda materialet ger hög mekanisk hållfasthet åt skäret, vilket gör det överlägset för bearbetning vid extrema förhållanden. Dessa skär sänker bearbetningskostnaderna, kräver färre verktygsbyten och erbjuder en bearbetningseffektivitet som är 5–10 gånger högre än för skär av hårdmetall eller keramik.
• Solida CBN-skär av S-typ är väldigt mångsidiga och är särskilt effektiva för arbetsstycken av gjutjärn och härdat stål.
Solida skär är konstruerade för tuffa bearbetningsförhållanden och erbjuder flera fördelar som utmärkt slitstyrka, slagtålighet, termisk stabilitet och korrosionsbeständighet. De har hög termisk stabilitet och är idealiska för effektiv höghastighetsbearbetning, särskilt vid grovbearbetning. De är mycket kostnadseffektiva då de sparar in 30–50% av kostnaden jämfört med hårdmetallskär samtidigt som de ger överlägsen ytjämnhet, vilket möjliggör svarvning istället för slipning. Det hårda materialet ger skären hög mekanisk hållfasthet, vilket gör dem överlägsna vid extremt tuffa bearbetningsförhållanden. Dessa skär sänker bearbetningskostnaderna och kräver färre verktygsbyten, vilket ger en bearbetningseffektivitet som är 5–10 gånger högre än för skär av hårdmetall eller keramik.
ISCAR:s PCD- och CBN-skärverktyg uppfyller de allra högsta kraven på precision, effektivitet och slitstyrka och hör till de främsta bearbetningstekniska lösningarna på marknaden. Eftersom industrin hela tiden skärper kraven på sina bearbetningsprocesser är ISCAR:s satsning på forskning och utveckling en garanti för att deras verktyg hör till de bästa som går att få på marknaden. Företaget medverkar därmed till att verkstäder över hela världen kan öka produktiviteten och prestandan.